
ROBOLASER
Une installation. Trois technologies.
Soudage - durcissement - soudure laser - soudage par dépôt








Points forts
- Durée de cycle rapide et courte
- Qualité des pièces précise et uniforme
- Souplesse d'intégration et de fabrication
- Indice de protection IP67 pour des conditions d'utilisation difficiles
- Grand choix de matériaux de remplissage
- Permet également le soudage des matériaux similaires
- Très haute précision (épaisseurs de couche de 0,1 mm à plusieurs centimètres) - à travers de multiples couches
- Haute dureté de 20 à 65 HRC
- Faible stress thermique
- Aucun dommage structurel
- Compatible avec CAD / CAM logiciel ORLAS SUITE
- Compatible avec le distributeur de poudre et la buse de poudre
Surfaces sur mesure: Possible grâce à ROBOLASER.
Soudage, durcissement, ou soudage par dépôt - avec ROBOLASER, OR LASER présente un système de laser commandé par robot pour trois différentes méthodes de traitement avec un seul laser. A cet effet, différentes têtes de traitement qui peuvent être échangées en quelques minutes sont disponibles pour ROBOLASER.
Les têtes de traitement: Création de variable de la largeur de soudure.
En utilisant un scanner en ligne, le laser peut créer des largeurs de piste de plus de 15 mm, sans réduire la densité de puissance sur l'emplacement. Ce qui permet à tous les types de joint (soudures bout à bout, soudures d'angle, soudures chevauchées) de souder avec des composants de haute qualité, même lorsque leur tolérance en écart et position sont trop grandes pour la soudure laser classique. La variabilité de la largeur de la piste mène à d'autres applications dans le domaine du traitement de surface par laser. Ceci est d'un intérêt particulier pour les processus de durcissement au laser et au soudage par dépôt de poudre.
En option : Fonctionnement via ORLAS SUITE
 Le logiciel ORLAS SUITE développé par OR Laser est un nouvel environnement CAO/FAO sans précédent pour organiser presque tous les aspects du traitement laser : marquage, gravure, découpage, soudure, soudage par dépôt et procédés de fabrication additive à base de poudre.
Le logiciel ORLAS SUITE développé par OR Laser est un nouvel environnement CAO/FAO sans précédent pour organiser presque tous les aspects du traitement laser : marquage, gravure, découpage, soudure, soudage par dépôt et procédés de fabrication additive à base de poudre.
C'est le premier et le seul logiciel complet pour les applications laser industrielles en mesure de lire et de traiter tous les formats de fichier propriétaires et de contrôler tous les systèmes laser existants.
Le logiciel ORLAS SUITE convient parfaitement à l'organisation et au renforcement des stratégies de traitement. Le logiciel est compatible avec la plupart des formats de fichiers de CAO 3D les plus utilisés, y compris STEP et IGES.
Le système peut aussi être employé comme outil pour les travaux de soudure et de marquage classiques ainsi que pour le soudage laser par dépôt de poudre (et par dépôts multicouches).
Soudure
Le soudage au laser permet des liaisons inséparables entre composants. Avec cela, la différenciation est effectuée entre soudage par conduction thermique de surface et soudure profonde, où les matériaux sont fondus en profondeur. Les avantages de la soudure au laser comprennent la faible charge thermique du matériau et la vitesse élevée du traitement. Ainsi, la vitesse de soudage qui peut être réalisée avec le soudage de l'acier inoxydable avec une largeur de voie d'environ 1,6 mm et une profondeur de fusion de 1,4 mm est d'environ 2 m/min avec une puissance laser d'environ 700 W. 
Autres Avantages
La vitesse de soudage élevée et la petite largeur de soudage créent une zone thermiquement affectée nettement plus petite au voisinage immédiat de la soudure pendant le soudage au laser. La contrainte interne résultante à ce problème est nettement plus petite que pour des procédés de soudage classiques. La soudure est possible avec ou sans un matériau de remplissage.
Soudure par dépôt avec poudre
Dans le cas du soudage laser par dépôt de poudre, un mélange de gaz avec de la poudre métallique fine est fourni. La poudre de métal fond à l'endroit chauffé et se joint avec la pièce à usiner. En plus de la soudure manuelle au laser avec fil, cette procédure est une autre façon rapide et rentable pour traiter les composants d'un poids de plusieurs tonnes avec la précision d'un robot industriel. En tenant compte des coûts pour les temps d'arrêt, cette technologie offre un avantage de coût considérable, comme le dépôt du matériau est effectuée à proximité des contours définitifs
La poudre de métal fond à l'endroit chauffé et se joint avec la pièce à usiner. En plus de la soudure manuelle au laser avec fil, cette procédure est une autre façon rapide et rentable pour traiter les composants d'un poids de plusieurs tonnes avec la précision d'un robot industriel. En tenant compte des coûts pour les temps d'arrêt, cette technologie offre un avantage de coût considérable, comme le dépôt du matériau est effectuée à proximité des contours définitifs
Applications pour le soudage avec dépôt de poudre
Un grand choix de matières poudreuses / Accumulation de couches d'armures sur des outils tels que les têtes de forage, les véhicules ferroviaires et véhicules terrestres / Changement de modèle et modification au lieu d'une nouvelle fabrication / Réparation de défauts de fabrication / Outils de moulage par injection/ Outils de formage/ Fabrication moteur/ Ingénierie mécanique / Forger des outils / Outils de moulage sous pression / Réparation et transformation de pièces qui ne peuvent être réparées à l'aide de techniques classiques / Accumulation de contours 3-D / Réparation des pièces d'usure  Application d'une couche de protection contre l'usure sur une lame au moyen de revêtement par poudre au laser
Application d'une couche de protection contre l'usure sur une lame au moyen de revêtement par poudre au laser
Soudure laser
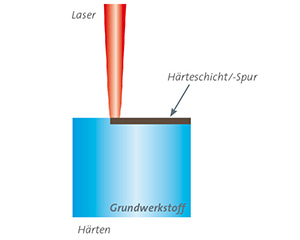 Le durcissement à laser est destiné à augmenter la résistance mécanique du matériau; le procédé est également appelé durcissement de surface de couche. Traitement thermique suivi par les effets du refroidissement rapide de changement sélectif et transformation de la structure. Le laser chauffe localement le matériau au niveau juste en dessous de la température de la masse fondue de soudure en se déplaçant le long de la surface à durcir. Le refroidissement rapide conduit à la formation de la couche durcie. Des pistes d'une largeur maximale de 15 mm peuvent être créées avec le traitement offert par les têtes OR LASER.
Le durcissement à laser est destiné à augmenter la résistance mécanique du matériau; le procédé est également appelé durcissement de surface de couche. Traitement thermique suivi par les effets du refroidissement rapide de changement sélectif et transformation de la structure. Le laser chauffe localement le matériau au niveau juste en dessous de la température de la masse fondue de soudure en se déplaçant le long de la surface à durcir. Le refroidissement rapide conduit à la formation de la couche durcie. Des pistes d'une largeur maximale de 15 mm peuvent être créées avec le traitement offert par les têtes OR LASER. 
 Durcissement au laser pour l'augmentation de la résistance mécanique de l'arête de coupe
Durcissement au laser pour l'augmentation de la résistance mécanique de l'arête de coupe
Ingénierie des matériaux
Le tableau donne un aperçu des poudres employées et de la dureté qui peut être réalisée. Fondamentalement, tous les aciers usuels de moule en plastique et la métallurgie des poudres aciers (par exemple, ASP, CPM, et similaires) et les alliages d'aluminium peuvent être traités avec le soudage au laser à dépôt.
MÉTAL PARENT MATÉRIAUX DE REMPLISSAGE DURCISSEMENT DANS LA COUCHE DE DEPOSITION Aciers à outils pour les traitements de plastiques Cobalt, nickel, et alliages à base de fer 20 à 63 HRC Métallurgie des poudres aciers Alliages à base de fer 58 à 63 HRC Alliages d'aluminium Alliages d'aluminium 75 HV 0,3 à 170 HV 0,3 Équipement Robolaser min. 1 kW laser Robot industriel + inclinaison axe de rotation Optique de soudage et de guides d'ondes optiques Buses spéciales Doseur de poudre

