
ROBOLASER
一台设施,三项技术。
Schweißen – Härten – Auftragsschweißen








亮点
- 快速短促的周期时间
- 精确统一的零件质量
- 灵活多样的集成和制造
- 用于恶劣使用条件的IP67保护等级
- 大量的填充料选择
- 允许相似材料焊接
- 极高的精密度(层厚从0.1毫米至数厘米) – 多重焊层
- 20 至 65 HRC的高硬度
- 热应力低
- 无结构性损坏
- 兼容的CAD/ CAM软件解决方案MTLAS SUITE
- 兼容与粉末供料器和粉末喷嘴
定制曲面:
ROBOLASER 使之成为可能。
使用ROBOLASER进行 – 焊接、硬化、或堆焊,MT LASER 展示了将单一激光应用于三种不同工艺方法的机器人控制激光系统。因此,ROBOLASER有可以在数分钟内更换的不同加工头。
加工头:可变焊缝宽度。
使用一台行扫描仪,激光可以创建宽度超过15毫米的焊轨,而不降低该点的功率密度,这使焊件的所有焊缝类型(对接焊缝、角焊缝、搭接焊缝)都能以高质量完成,即使其缝隙和位置公差对于常规激光焊接来说可能过大。可变的轨距在激光表面处理领域中得到了进一步的应用,这对激光硬化工艺和粉末堆焊具有特别意义。
选项:用MTLAS SUITE操作
MT Laser的 MTLAS SUITE 是一种前所未有的CAD/CAM新环境,能用于规划激光加工的几乎所有方面: 打标、雕刻、切削、焊接、熔覆和粉末增材制造工艺。
这是第一款,也是唯一一款能真正读取和处理所有专业文件格式,操控所有现有激光系统的工业激光应用综合软件。
MTLAS SUITE尤其适合用于支持和规划工艺策略。该软件支持最流行的三维CAD文件格式,包括STEP和IGES。
该系统工具还兼顾经典焊接、打标作业和粉末激光熔覆(以及多层沉积焊)。
工艺
焊接
激光焊接能使焊件的接合密不可分,这样,可以对表面热量传导焊接和深度焊接,即材料的深度熔化进行区分。材料热负荷低和处理速度高都是激光焊接的优势,因此,使用一台约700瓦功率的激光机,就能对约1.6毫米的轨距和1.4毫米的熔化深度的不锈钢以2米/分钟左右的速度进行焊接。 客户样品生产。不锈钢外壳的激光焊接
客户样品生产。不锈钢外壳的激光焊接
更多的优点

高焊接速度和小焊缝宽度明显使激光焊接时对相邻区域所造成的热影响更小。因此所产生的内应力也明显小于常规焊接工艺。焊接可以使用或不使用填料(即使用焊丝)进行。
 铝合金电池壳盖板的激光焊接
铝合金电池壳盖板的激光焊接
粉末堆焊

在使用粉末进行激光堆焊时,微粒金属粉末和气体混合供应,金属粉末在加热点熔化,并与工件接合。除了使用焊丝进行的手动激光焊接之外,这一程序是快速加工数以吨计的组件的另一种方式,凭籍工业机器人的精确无误,实现高成本效益。从停机成本方面考虑,由于材料沉积堆焊的结果接近于最终轮廓,这一技术提供了巨大的成本优势
粉末沉积堆焊应用:
 用激光粉末熔覆
用激光粉末熔覆
修理喷嘴涂层
大量的粉末材料选择 / 为钻头等工具、轨道车辆和陆地交通工具建立坚甲涂层 / 用模型变更和修改取代全新制作 / 修复生产缺陷 / 注塑模具 / 成型工具 / 发动机生产 / 机械工程 / 锻造工具 / 压铸工具 / 修理和加工常规技术所不能修复的部件 / 建立三维轮廓 / 修复磨损零部件
 使用激光粉末熔覆为刀具覆加耐磨涂层的应用
使用激光粉末熔覆为刀具覆加耐磨涂层的应用
硬化
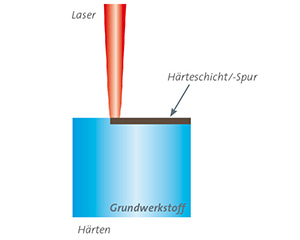
激光硬化的目的在于增加材料的机械阻力;也称为表面层硬化。通过热处理后快速冷却,选择性地改变和转化材料结构。激光在沿淬火表面移动的同时,将材料局部加热至刚好低于熔池温度,经快速冷却形成硬化层。通过使用OR LASER提供的加工头,可建立的轨距宽达15毫米。

 用激光淬火硬化加强切割刃口的机械强度
用激光淬火硬化加强切割刃口的机械强度
材料工程
此表概要显示所用粉末及可达到的硬度。基本上,所有常用塑模钢、粉末冶金钢 (即 ASP、CPM或类似材料)和铝合金都可以用激光堆焊处理。
本体金属 焊补材料 沉积层 硬化 塑料加工用 工具钢 钴、镍、和铁基 合金 20 至 63 HRC 粉末冶金 钢 铁基合金 58 至 63 HRC 铝合金 铝合金 75 HV 0.3 至 170 HV 0.3 Robolaser设备 最小1千瓦激光机 工业机器人 + 倾斜旋转轴 焊接光具和光波导 特殊喷嘴 粉末给料器

